



Forging Die Design for Half Shaft Forging Machine
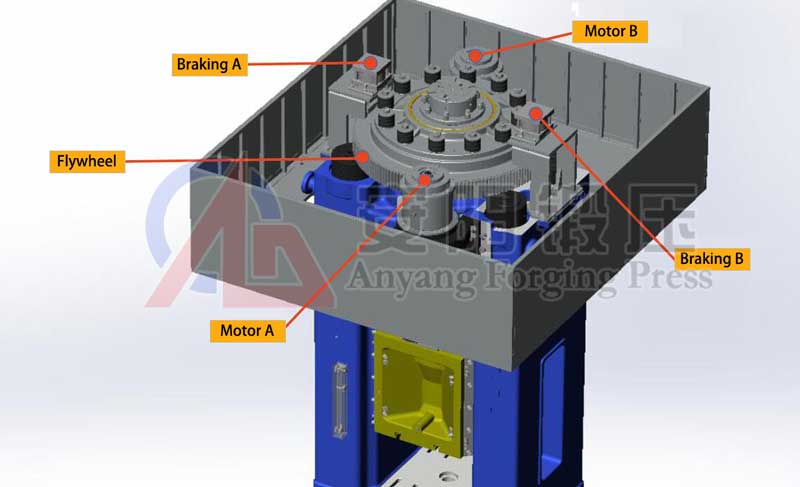
2020-05-30 17:14:54Half axle, also known as drive axle, as shown in Figure 1, is a key part of rear or front axle transmission system, which is used to transmit power to tires, so as to drive the whole vehicle forward. As it is a key part of power transmission, it has high performance requirements for products, which can meet both high-strength load and sufficient service life. The half shaft is generally composed of large plate A and long rod B, with large section change and poor forging process.
At present, the production process of half axle mainly includes:
(1) Die forging forming, after free forging and drawing of long rod, die forging forming, which has great limitations, large residual flash and burr, poor surface quality, short die life, low production efficiency and unstable thickness and size of plate a;
(2) Rotary forging forming, after partial upsetting on hydraulic press, forming on rotary forging machine, which The production efficiency is low and the production cost is high.
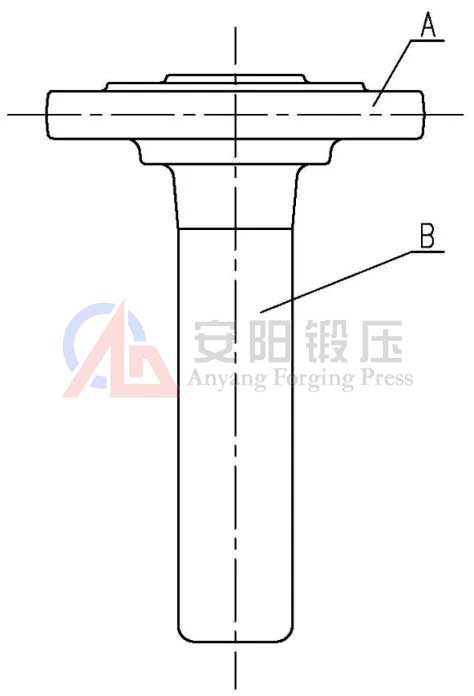
Figure 1 Structure of half shaft
Technological design of half shaft forging machine die
Die structure of half drive shaft
In this design of the half shaft die, we make blank by open forging, then make the final shape on closed die forging hammer. Fig. 2 and Fig. 3 show a kind of upper die forging die for half shaft die forging, including upper die assembly, lower die assembly and ejection assembly.
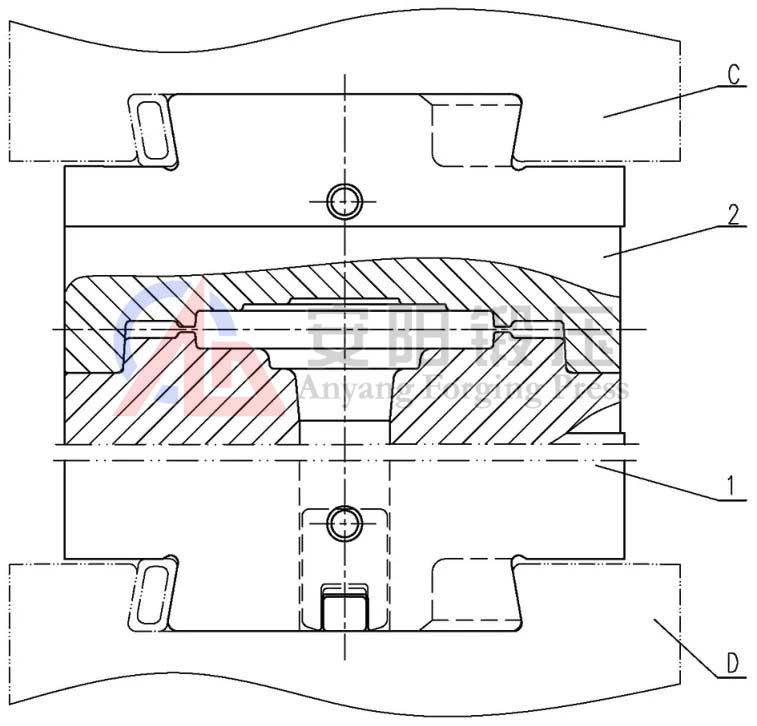
Figure 2 die on forging hammer
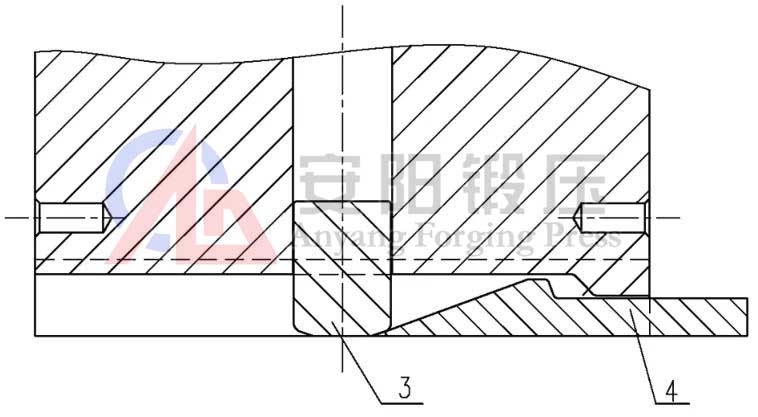
Fig. 3 partial sectional view of die forging on hammer
The upper die assembly includes: the upper die 2, which is fastened on the hammer head C of the die forging hammer by wedges and keys.
The lower die assembly includes: the lower die 1, which is fastened on the die forging hammer retainer d by wedges and keys. During operation, the upper die 2 is driven by the hammer head C and hit on the middle blank in the lower die 1 by the lock guide.
The ejection component includes: ejector 3, driver 4, ejector 3 and driver 4 are all placed in the lower die 1. During operation, the front inclined surface of driver 4 pushes forward the lower inclined surface of ejector 3 under the action of external force to eject the semi axial upward.
Specific steps of half shaft forging
(1) After heating the bar to 1100 ℃ ~ 1150 ℃, use open die forging or flat forging machine to forge the bar into intermediate blank, whose shape is shown in Figure 4;
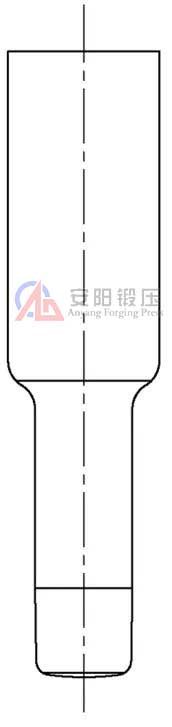
Fig. 4 pre-forging blank of half shaft
(2) After heating the intermediate blank to 1150 ℃ ~ 1200 ℃, place it in the upper forging die 1 of the axle half shaft die;
(3) Driven by the hammer head C of the die forging hammer, the upper die 2 is hit on the intermediate blank placed in the lower die 1 under the guidance of the lock catch, forcing the intermediate blank to fill the cavity, and finally forming after multiple forging, with the final forging temperature not less than 950 ℃;
(4) use a hammer or other external force to push the driving rod 4, convert the horizontal force into the upward force through the ejector rod 3, and push out the half shaft in the lower die 1;
(5) After the half axle is removed, pull out the driving rod 4, and the top rod 3 falls back to complete a working cycle.
Forging drive shaft advantages by this die forging technology
(1) Due to the process of forging by hammer after blank making and trimming at last, the surface quality of forged half shaft is good, the dimension is stable, and there is no flash or burr left.
(2) Because the ejector is designed in the die, the problem that the long rod parts can not be produced by die forging on the hammer is effectively solved.
(3) The die structure is novel, the service life is long, the process adaptability is strong, the design is simple, the operation is convenient, the production efficiency is high, the mechanical automation production is convenient, and the production cost is greatly reduced.
Trimming technology for half shaft forging of drive axle
In practical application, because the forging size is too long, the general trimming press is not closed enough, so it can not be put into the die from the top like the general forging, which requires a vertical cutting die with split rotating die to complete the trimming of forging flash, as shown in Fig. 5 and Fig. 6. The trimming die includes: punch 1, fixed die 2, die fixing plate 3, base 4, rotating die 5 , rotating shaft 6, locking pin 7; connect the upper end of the punch with the slider a on the machine tool equipment, fix the die 2 on the die fixing plate 3 through screws, and connect the die fixing plate 3 to the base 4. The rotating die 5 can rotate horizontally around the rotating shaft 6, and fix the rotating die 5 and the fixed die 2 with the locking pin 7. When working, unscrew the die, place the parts in the die from the front side, lock the die and complete the trimming process. For details, please refer to the patent "vertical split rotating die trimming die for semi axle die forgings" of our factory.
Heating process for half shaft
After the forging process is completed, the half shaft forging can be processed by heat treatment, shot pening, rough processing, induction hardening, finish processing and flaw detection. Normalizing + tempering process is generally adopted for heat treatment. Pusher type heat treatment furnace or hanging type heat treatment furnace is used in our plant. Normalizing (holding time 1-2h) is mainly used to improve the defects such as network structure and coarse grain after forging, prepare for subsequent tempering and reduce the risk of quenching crack. Quenching and tempering (quenching and holding time 1.5-2h, tempering and holding time 2-2.5h) are used to improve the mechanical properties and service life of forgings.
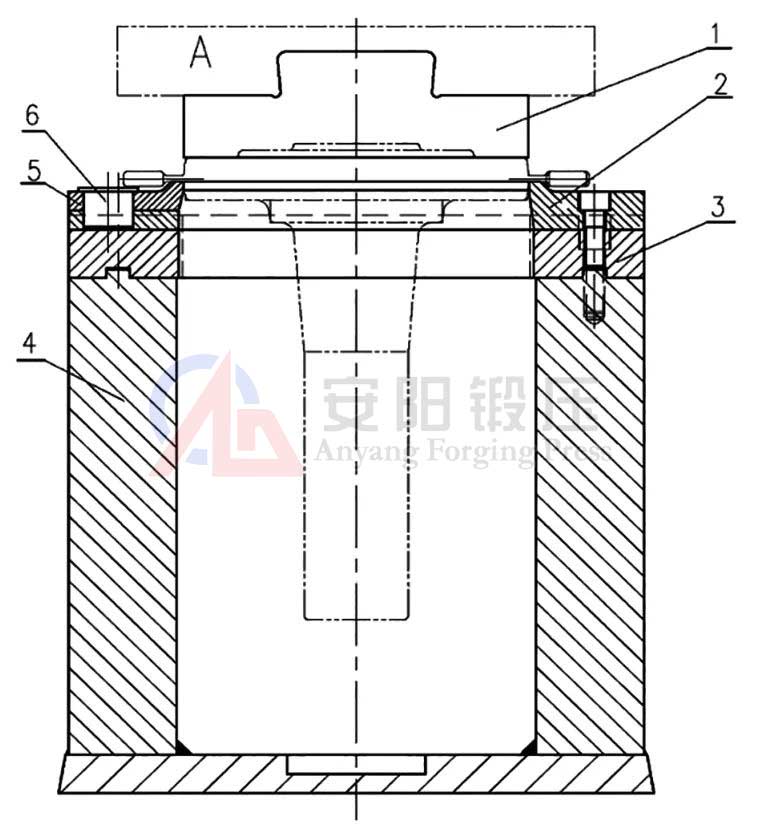
Fig. 5 main view of drive shaft trimming die
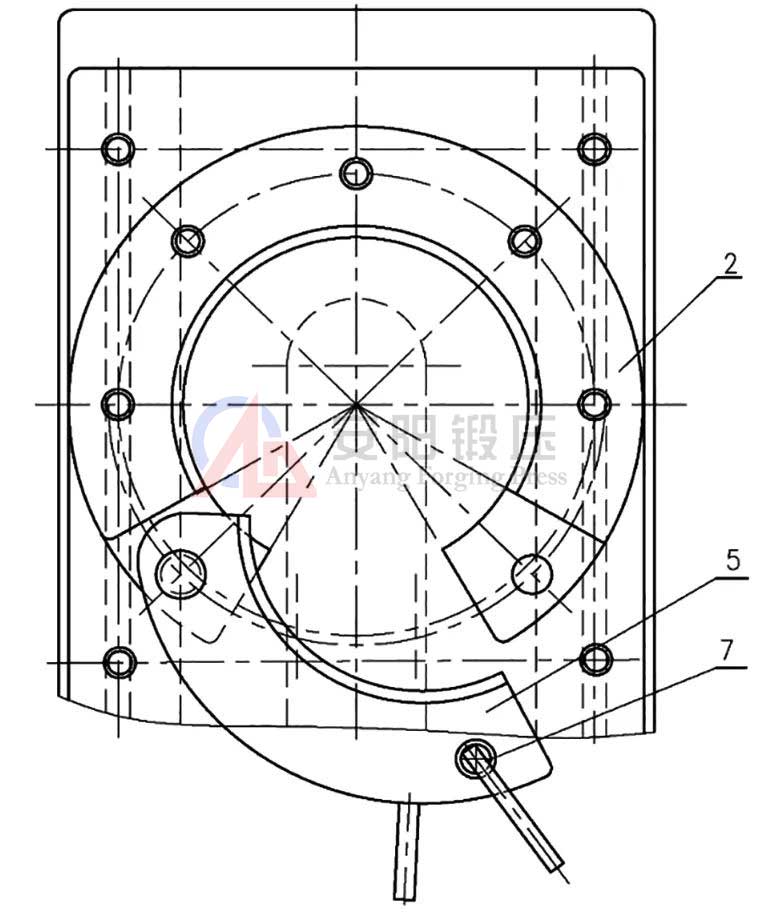
Fig. 6 top view of half drive shaft trimming die
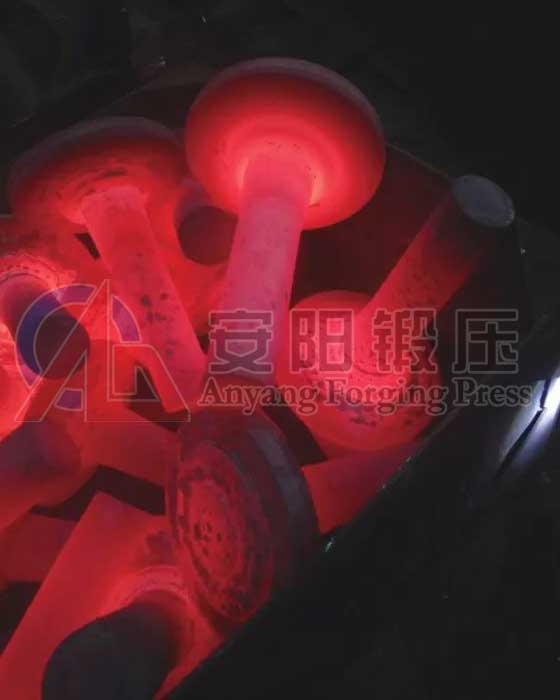
Fig. 8 The forged drive shaft
How to choose drive shaft forging machine?
Actually, the are two kinds of forging machine can make drive shaft, CNC die forging hammer and electrically direct driven screw forging press. The forging hammer can make
At present, this technology has realized the mass production of agricultural machinery driving axle and engineering machinery semi axle products in our factory's 13T and 16t die forging hammer production line. It has produced more than 60000 pieces of various semi axle forgings (Figure 8) and the die life of the hammer forging die can reach 2500-3000 pieces. It has high economic value and application prospect. It should be noted that when the hammer forging die is renovated by dropping and surfacing, the position of the lower die rod will be gradually worn, so the position of the lower die rod should be repaired after two or three renovations. The lower die rod should not have "bulging" phenomenon, so as to prevent the semi axle forging from sticking in the lower die when the forging rod becomes thick.
Electrical direct driven screw forging press to make half shaft
Since the half shaft used on the drive axle is usually too long, if we produce the half shaft on the die forging hammer, there should be a hole in the center of the forging die to place the long rod of the half shaft. Due to the severe impact of the die, the part near the center hole of the forging die is easily broken, the service life of die is short.
Thus, electrically direct driven screw forging press is an better forging machine than forging hammer to make drive shaft in recent years. Because the force position of the electric screw press is on both sides of the machine column, and the press runs smoothly, the impact force of the forging die is small, so the divided die on electrically direct driven screw forging press has a longer life compared to that on the forging hammer.
Anyang Forging Press can manufacturer electrically direct driven screw forging press for half shaft forging from 250 ton to 4000 ton. We can also provide a complete automatic forging line including heating device, pre-forging machine, electrical driven screw press, trimming press, automatic forging robot, etc. The half drive shaft forging automatic line will greatly reduce the forging efficiency, and the quality of forged half shaft is uniform.