



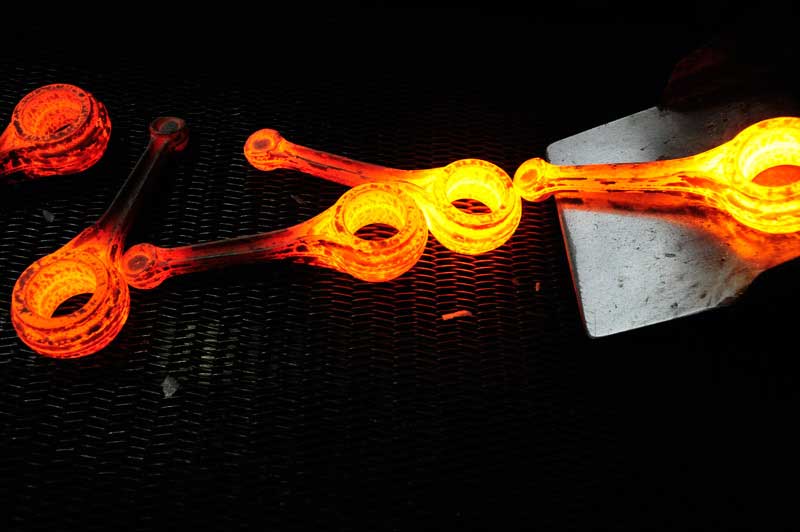
Forging Surface Cleaning Process - Blank, Before Forging, After Forging
2019-12-14 16:59:52Why the Forging Surface Should be Cleaned?
- Improve the surface quality of forgings and ensure the smooth progress of subsequent steps. For forgings that require cold calibration or inconvenience of forging, the surface must be cleaned in order to prevent the oxide scale from pressing into the forging or affecting the accuracy and surface roughness of the forging.
- Improve the cutting conditions of forgings.
- Expose the surface defects (such as folds, cracks, pits, etc.) of the forging in order to eliminate these defects.
The cleaning of forgings and blanks includes three types of cleaning: hot blanks, cold forgings or cold blanks, and partial surface defect cleaning of forgings or blanks.
What’s the Forging Surface Cleaning Process?
Forging blank cleaning process
In order to reduce the die wear, to prevent the scale from being pressed into the forgings, or to prevent the existing surface defects from expanding during forging, the raw materials and intermediate blanks must also be cleaned. The method of removing the local surface defects of the forging of the raw material and the intermediate blank is as follows.
- Air shovel cleaning;
- Grinding wheel cleaning
- Flame cleaning.
After cleaning, the groove on the surface of the workpiece should be smooth, and the aspect ratio of the groove should be greater than 5.
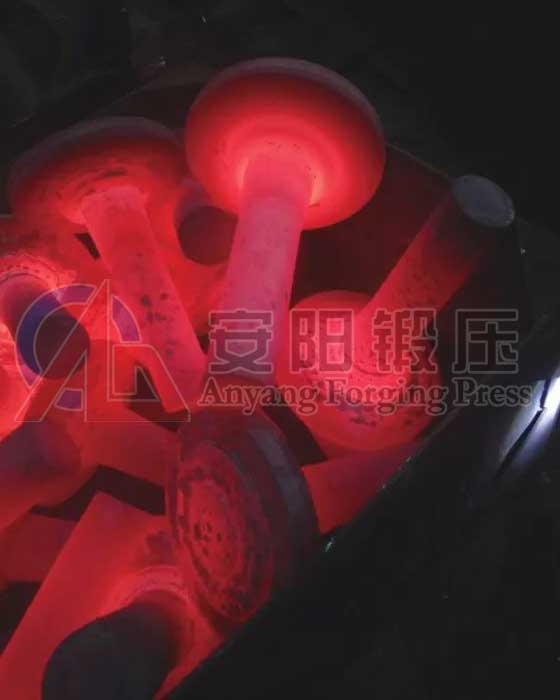
Scale cleaning methods before forging
There are three methods for cleaning the hot billet scale before forging:
- The tool is cleared. Use a wire brush. Scraper, scraper and other tools remove the scale.
- High pressure water cleaning. The heated billet was quickly passed through the high-pressure water spraying device at a speed of 0.2 to 0.5 m / s, and high-pressure water of 15 to 20 MPa was sprayed to the billet from all around. The oxide scale on the surface of the billet shrinks sharply when it is cold and cracks, and it is quickly washed away by high-pressure water. Because the process time is very short, the temperature of the billet itself drops little, the cleaning effect is good, and the efficiency is high.
- Removal of the billet process. In the die forging on the hammer, a part of the hot billet oxide scale can be removed by using a blank making process.
Cleaning methods after forging
After forging or heat treatment, there are four kinds of cleaning methods widely used in production for the scale cleaning on forgings after heat treatment or after heat treatment: roller cleaning, sand blast cleaning, shot blast cleaning, and pickling.
(1)Roller cleaning
Forgings are collided or ground in rotating drums to remove scale and burrs on the workpiece. The equipment is simple and easy to use, but it is noisy. Suitable for small and medium forgings.
(2)Blast cleaning
Both blasting and shot blasting are powered by compressed air. The working pressure of sand blasting is 0.2 to 0.3 MPa, the working pressure of shot blasting is 0.5 to 0.6 MPa, and quartz sand with particles of 15 to 2 mm or steel shots with particles of 0.8 to 2 mm. It is sprayed onto the forging through a nozzle to remove the oxide scale. Generally, it is less efficient.
(3)Shot blasting
Relying on the centrifugal force of the impeller at high speed, the steel shot is projected on the forging to remove the oxide scale. Common steel shots contain 0.5% to 0.5% carbon. 7%, diameter is 0.8 ~ 2mm. Generally it is cast steel shot, wire cut shot. Shot blasting can also eliminate certain surface stress and micro-cracks while shooting down the oxide scale. And can play a strengthening role. For hardened or quenched and tempered forgings, the degree of machining strengthening is more obvious. This method has high efficiency, good effect and large noise.
(4)Pickling cleaning
The pickling fluid used for carbon steel and alloy steel forgings is sulfuric acid or hydrochloric acid. The removal of scale mainly depends on the dissolution of scale in hydrochloric acid solution. The reaction between base metal and hydrochloric acid is much slower than that between scale and hydrochloric acid. The effect of pickling and cleaning is good and the efficiency is high. However, there is greater pollution to the environment.
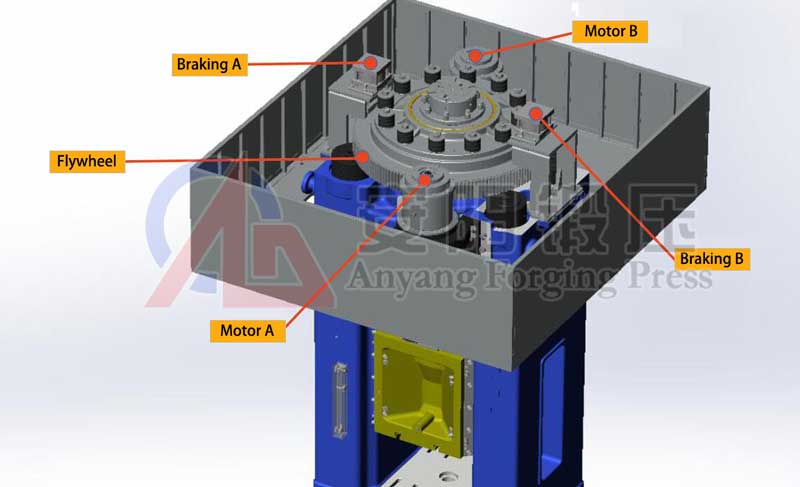
Anyang automatic forging line with automatic scale removal device